عیوب اصلی جوش در سازههای فولادی ساختمانی (قسمت اول)
عیوب اصلی جوش در سازههای فولادی ساختمانی
ترک در جوش (Crack):
منظور از ترک، پدیدهای است که در اثر عواملی مانند انجماد سریع (یا ترد شدن سریع منطقه جوش) و تنشهای داخلی ناشی از انقباض جوش، ایجاد میشود.
يكي از عوارض مهم ترک شكسته شدن قطعه بدون تغيير فرم پلاستيكي است كه شكست ترد ناميده میشود. پیشرفت اين نوع شكست در ابتدا بسيار كند بوده و پس از گسترش آن تا حدی معين، در مدتزمانی كوتاه بدون نياز به تنش ادامه يافته و شكست به وقوع میپیوندد.
انواع ترك كه در مناطق مختلف قطعة جوش دادهشده به وجود میآید:
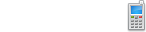
1- تركيدگي در حوضچة جوش يا دهانة انتهاي
Weld Metal Crater Cracking
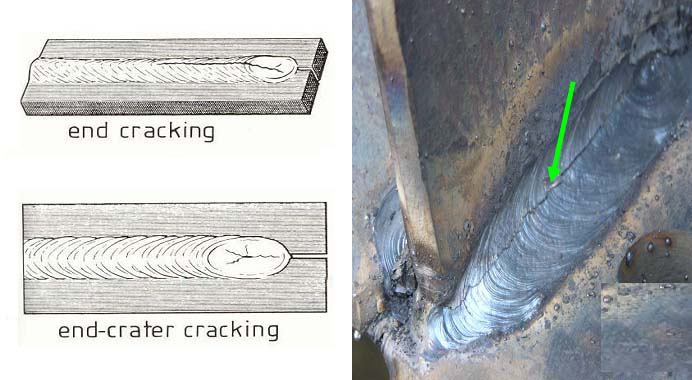
2- ترك عرضي در جوش
Weld Metal Transverse Cracking
3- ترك عرضي در منطقة مجاور جوش
H.A.Z Transverse Cracking
4- ترك طولي در فلز جوش
Weld Metal Longitudinal Cracking
5- تركيدگي زبانه يا گوشهای
Toe Cracking
6- تركيدگي زير فلز جوش
Under Bead Cracking
7- تركيدگي در خط ذوب
Fusion Line Cracking
8- ترك ريشة فلز جوش
Weld Metal Root Cracking
ترکها ازنظر زمان به دو نوع ترک گرم (که در دماهای بالا رخ میدهند) و ترک سرد (که بعد از رسیدن دمای جوش به دمای محیط رخ میدهند) تقسیمبندی میشوند. در پست های بعدی به بررسی انواع ترک گرم و سرد پرداخته خواهد شد.
عیوب اصلی جوش در سازههای فولادی ساختمانی
ترک گرم:
ترك گرم (Hot Cracking): ترك گرم در دماهاي بالا و معمولاً در هنگام جوشكاري يا بلافاصله پس از آغاز انجماد فلز جوش رخ میدهد.
ترك گرم معمولاً بالاي 650 درجة سانتیگراد در حين جوشكاري يا سرد شدن ايجاد میشود.
در اثر نفوذ هوا و اكسيده شدن سطح ترك در درجه حرارت نسبتاً بالا و غالباً مقطع ظاهري شكست در ترکیدگیهای گرم قهوهای میباشد.
دو شرط لازم است تا در دامنه انجماد در جوش ترك گرم ايجاد شود كه عبارتند از:
1- نرمي و انعطافپذیری فلز بهاندازه كافي نباشد.
2- تنش پيچشي ایجادشده بين کریستالهای جامد ناشي از انقباض از تنش شكست فلز در آن درجه حرارت تجاوز كند.
عوامل به وجود آورندة ترك گرم عبارتند از:
1- بیشازحد بودن مقدار گوگرد ، فسفر و قلع در فلز مبنا
2- علت به وجود آمدن ترك در فلزات غير آهني میتواند وجود عناصر گوگرد يا روي باشد؛
3- روش نامناسب قطع قوس
4- كوچك بودن سطح مقطع گردة جوش در مقايسه با سطح فلز مبنا در پاس ريشه؛
5- ترك گرم معمولاً در جوشهای بانفوذ و عميق زياد رخ دهد و در صورت عدماصلاح میتواند از لایههای بعدي هم گذر كند.
روشهای پيشگيري از ترك گرم عبارتند از:
1- پيش گرم كردن بهمنظور كاهش تنشهای انقباضي جوش؛
2- به كار بردن گاز محافظ پاكيزه و غير آلوده در جوشكاري با گاز؛
3- افزايش مساحت سطح مقطع گردة جوش؛
4- تغيير طرح و شكل گردة جوش؛
5- استفاده از فلز مبنايي كه داراي حداقل عناصر ايجاد ترك گرم هستند
6- در جوشكاري فولادها، استفاده از فلزات پرکربن كه داراي مقدار منگنز بالا نيز میباشند.
عیوب اصلی جوش در سازههای فولادی ساختمانی (بخش پنجم)
ترک سرد:
ترك سرد (Cold Cracking): هنگامیکه ترك در عرض دهانهها ادامه مییابد و علائمي دال بر تمايل پيشرفت ترك در مرز دهانهها مشاهده نشود، بهاحتمال زیاد ترك از نوع سرد يا زیرخط انجماد است.
از دماي 316 درجه سانتیگراد به پايين ممكن است بعد از يك ساعت، چند روز و حتي چندين هفته پس از جوشكاري ترکهایی ايجاد و رشد يابند كه آنها را ترکهای سرد میگویند.
عوامل به وجود آورندة ترك سرد عبارتند از:
1- ترد و سخت شدن منطقة مجاور جوش مثلاً با سريع سرد كردن؛
2- ايجاد و پيشرفت تنشهای واكنشي و پسماند؛
3- هيدروژن تردي
4- مهار اضافي اتصال
روشهای پيشگيري از به وجود آمدن ترك سرد:
1- استفاده از پيش گرم كردن كه باعث كاهش نرخ سرد شدن میشود؛
2- استفاده از پس گرم كه اين مورد هم باعث كاهش نرخ سرد شدن میگردد و هم فرصت لازم را براي خروج گاز هيدروژن فراهم میآورد؛
3- انتخاب فولاد مناسب كه قابليت سختیپذیری كمتري داشته باشد؛
4- برطرف كردن موارد و عناصري كه باعث توليد هيدروژن میشوند مثلاً رطوبت و روغن؛
5- استفاده كردن از الكترودهاي كم هيدروژن.
بهطورکلی علل اصلی بروز ترکها در جوش به شرح زیر میباشند:
1- عدم مهارت جوشکار؛
2- ناخالصیهایی نظیر گوگرد و فسفر، روی، مس و قلع در فلز پایه و فلز جوش؛
3- نامناسب بودن فلز پرکننده ازلحاظ ساختار متالورژیکی؛
4- ترک ناشی از شکل گرده جوش (هنگامیکه پهنای جوش زیاد و عمق نفوذ آن کم باشد)؛
5- تنشهای انقباضی ناشی از اجرای جوش با سطح مقعر؛
6- کمتر بودن چقرمگی جوش در مقایسه با چقرمگی فلز پایه که باعث بروز ترکهای عرضی میشود. قابلذکر است که اگر چقرمگی شکست یک ماده کم باشد، آن ماده بهصورت ترد میشکند و هرچه چقرمگی شکست بالاتر رود احتمال شکست نرم افزایش مییابد؛
7- عدم انجام پیشگرمایش و نفوذ هیدروژن زیاد در منطقه جوش؛
8- افزایش تنشهای پسماند؛
9- وجود کربن زیاد در فلز پایه و ترد شدن منطقه جوش؛
10- سرد شدن سریع جوش.
قابلذکر است که مبحث ترک و علل وقوع آن بهطور نسبتاً کامل در پستهای قبلی کانال "کتاب همراه ناظر ساختمان" ارائهشده است.
در ادامه تصاویری از ترکخوردگیهای جوش ارائهشده است.
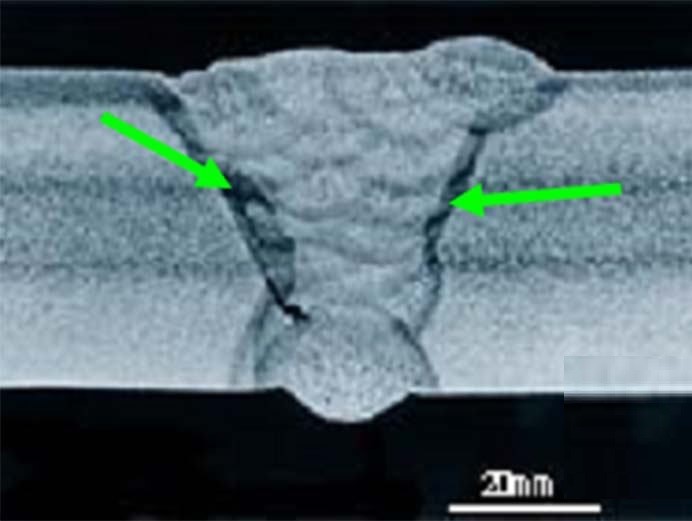
ترک در جوش
ترک در جوش (از نوع ترک عرضی)
ترک در جوش (از نوع ترک عرضی)

ترک در جوش
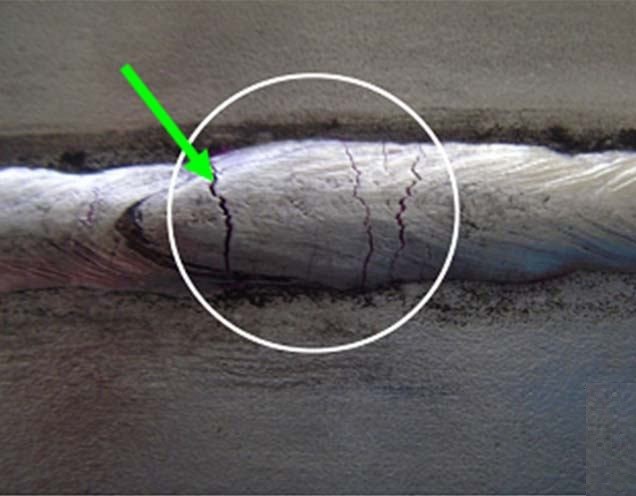
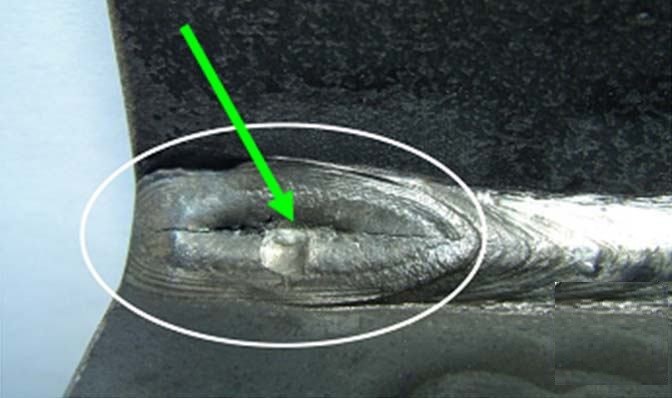
عوامل ایجاد حفرات سطحی (Surface Pore):
1- ناخالصی و کثیفی در منطقه مورد جوشکاری و الکترود؛
2- زاویه نامناسب دست نسبت به سطح قطعه کار؛
3- عدم حفاظت گازی در فرایندهای تحت پوشش گاز.
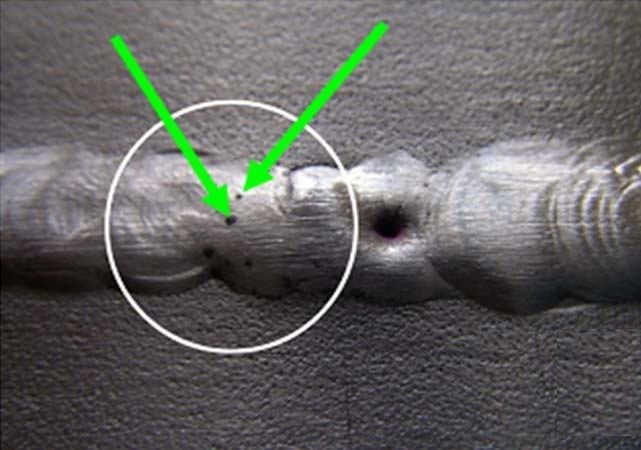
حفرات سطحی در جوش

حفرات سطحی در جوش
عوامل ایجاد چاله انتهایی (End Carter Pore):
1- عدم مهارت جوشکار؛
2- پر نشدن حوضچه مذاب از فلز پر کننده؛
3- کثیفی سطح کار.
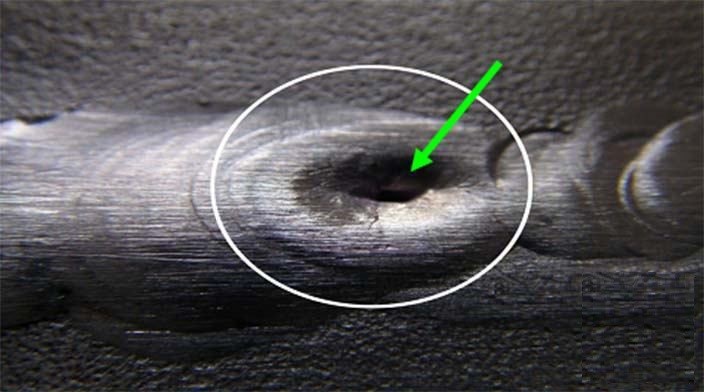
چاله انتهایی در جوش
عوامل ایجاد ذوب ناقص (Lack of Fusion or Incomplete Fusion):
1- کافی نبودن انرژی ورودی؛
2- عدم انتخاب صحیح اندازه و نوع الکترود؛
3- مناسب نبودن طرح اتصال؛
4- کافی نبودن گاز محافظ در فرایندها با پوشش گاز؛
5- عدم تمیزکاری در بین پاس ها.
ذوب ناقص در جوش
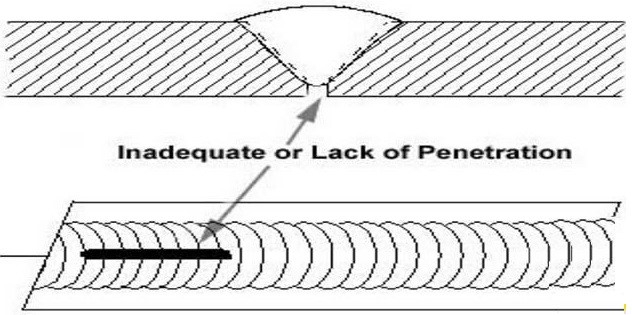
نفوذ ناقص در پاس ریشه (Incomplete Root Penetration):
1- پائین بودن شدت جریان؛
2- زاویه نامناسب دست؛
3- کثیفی درز؛
4- کم بودن زاویه پخ.
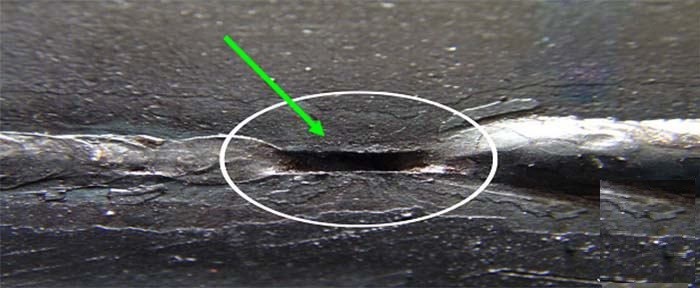
نفوذ ناقص در پاس ریشه جوش
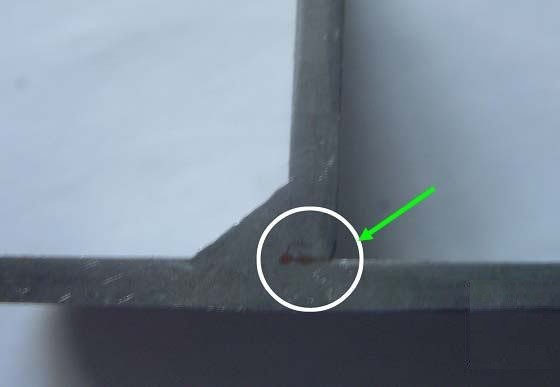
نفوذ ناقص در پاس ریشه جوش
نفوذ ناقص در پاس ریشه جوش
عیوب اصلی جوش در سازههای فولادی ساختمانی
ریدگی لبه جوش (Undercut):
1- بالا بودن شدت جریان؛
2- زاویه نامناسب و سرعت زیاد؛
3- کالیبره نبودن دستگاه جوشکاری؛
4- زیاد بودن طول قوس.
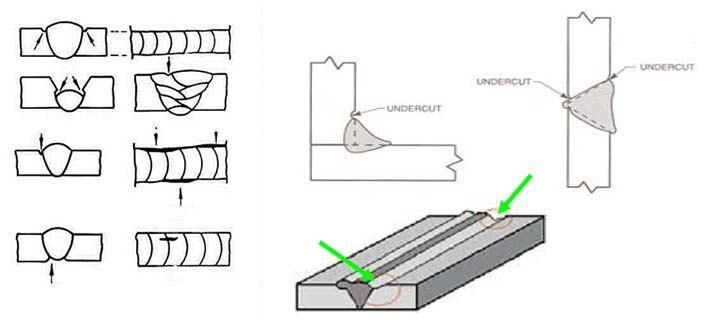
بریدگی لبه جوش

بریدگی لبه جوش